Svetskamerateknik och handhållen lasersvetsning

Med ny svetskamerateknik går det att se genom det ljusa plasmat som uppstår vid svetsning och direkt observera svetsen. Detta gör att det blir mycket lättare att ställa in svetssprocessen vad gäller både uppställning och parameterjustering.
I länkarna här nedan kan ni hitta mer information om dessa system.
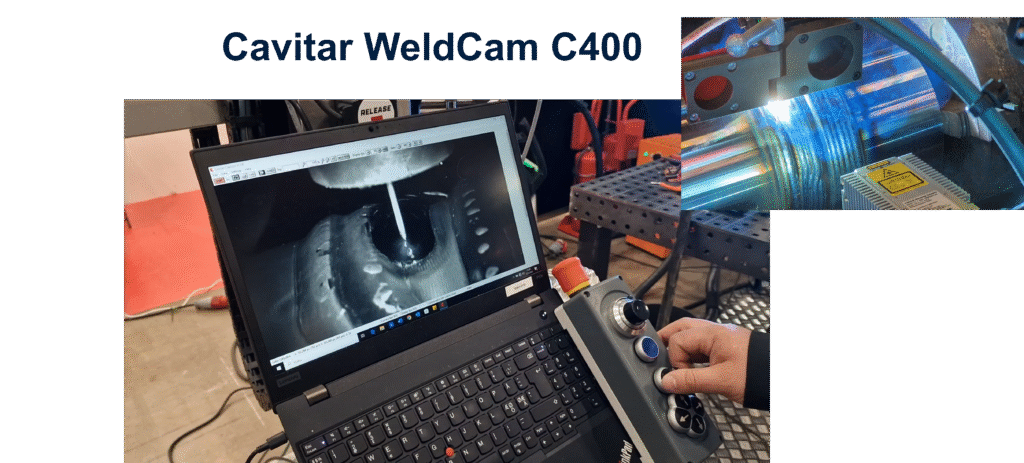
Cavitar WeldCam C400 (kompakt kamera med processfilter och anpassad våglängdsbelysning)
https://www.cavitar.com/product/cavitar-welding-camera/
Cavilux OEM – Machine vision systems (mäter ytor och kan se genom annars störande ljusa processer, såsom svetsning)
Med hjälp av svetskamera går det även att observera svetsprocessen under svetsning och antingen manuellt eller med datasystem justera processen i både läge och dess parametrar. Den går även använda för att logga processer, felsökning etc för kvalitetsarbeten.

Begränsningar i fogdesign
Fogar som används med handhållen lasersvetsning är framförallt dessa tre vanligaste: Stumfog, kantfog och överlappsfog. Dessa kan utformas enligt denna bild:
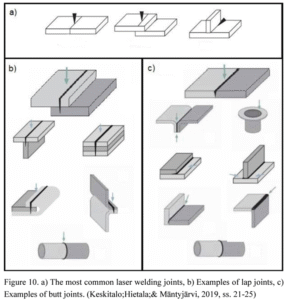
Då möjliggörs även enklare fogberedning enligt exempel i denna bild:
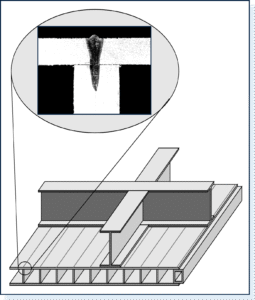
Överlappsfogar kan möjliggöra svetsning av ex Sandwichpaneler på det här sättet:
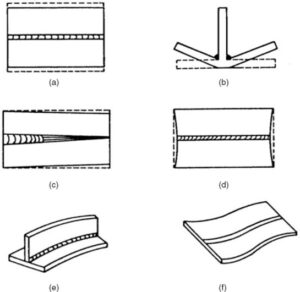
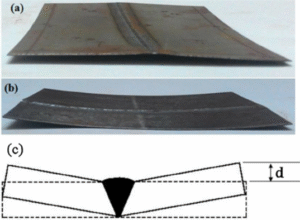
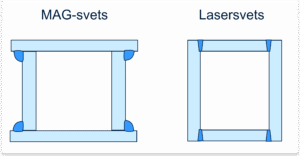
Plåtar som slår sig
Med mindre värmepåverkan minskar också distortion vid svetsning rejält